基于x86六网8 USB高精度机器视觉系统
在自动化产线的精密检测环节,机器视觉系统对核心工控机的要求极高:高速数据处理、多设备稳定连接、严苛环境适应力。
**一、**精密制造视觉检测系统应用需求
1
核心需求
**·**高速处理多路高分辨率工业相机同步采集到的图像。
**·**运行复杂算法(如尺寸测量、表面划痕/脏污检测、字符识别)并精确判定缺陷。
**·**7x24小时连续运行于高温或低温环境、金属粉尘/油污环境。
**·**实时汇总检测结果并上传至系统,支持多型号产品混线检测的快速切换。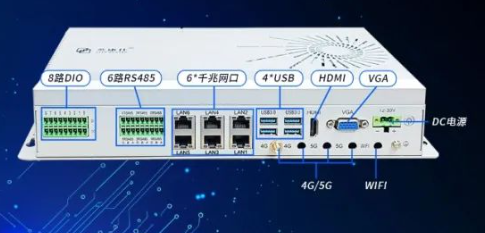
2
解决痛点
·性能不足,检测速度成为产线瓶颈。
**·**网络带宽拥堵、传输延迟高。
**·**高温粉尘环境下设备散热不良、死机频发,稳定性差。
**·**连接相机、PLC、扫码枪、HMI等设备接口不足、布线复杂混乱。
**·**缺乏高效可靠的方式实时上传海量检测数据。
**二、**解决方案:双机协同,优势互补
一:分布式视觉处理节点 (部署于各检测工位)
**核心任务:**就近处理本工位相机数据,执行实时算法(定位、特征提取、初步缺陷筛查)。
优势应用:
**1、强劲性能:**11代英特尔 CPU + 双通道DDR4(32GB),高效运行,加速单点检测。
**2、高效组网:**3千兆网口(LAN2/LAN3支持PoE) - 直接为PoE相机供电+传输数据,省去独立电源、简化布线,千兆带宽保障高清图像低延迟、无阻塞传输。
**3、丰富接口:**4x USB 3.0 + 多串口( RS232 /RS485),灵活连接工位扫码枪、PLC、传感器等。
4**、可靠耐用:**宽温运行(-20°C~60°C) + 独特优化的风扇散热系统,有效应对高温并防止粉尘堆积,确保持续稳定运行。DC 9-28V宽压输入,工业级认证。
二:中央处理与通信网关 (部署于产线控制室)
核心任务: 汇聚各节点处理结果/原始数据,执行更复杂 AI 分析(如缺陷分类);实时上传数据至MES;监控系统状态;通过DI/DO联动控制执行机构。
优势应用:
**1、网络核心:**6个高性能千兆网口(Intel I219/I210芯片)轻松汇聚多个工位数据流,提供超大网络吞吐能力,彻底解决多节点并发带宽瓶颈。
**2、无线互联:**原生支持4G/5G & WiFi6模块扩展,提供高速、稳定、低延迟的无线连接,无缝回传检测报告、统计信息、报警数据至云端/MES,实现远程监控与管理。
**3、快速响应与控制:**8路DI/DO接口 - 直接驱动分拣机构(如气动剔除装置),实现“检测-决策-执行”闭环。
**4、稳定扩展:**同款强芯保障中央处理性能。宽温运行(-20°C~60°C) + 优化散热设计(有效防尘)。预留扩展接口,适应未来升级。
**三、**客户价值:效率与可靠性的双重提升
**✔ 效率提升:**图像处理速度提高,整线检测节拍缩短,产能释放。
**✔ 稳定无忧:**高温粉尘环境下连续运行,降低故障率,保障生产连续性。
**✔ 网络畅通:**多路高清视频流传输流畅无延迟,系统响应敏捷。
**✔ 部署简化:**PoE供电减少电源布线,丰富接口简化设备集成。
**✔ 智能升级:**实时数据上传至MES,实现产线状态透明化、质量追溯数字化。